Technologie druku 3D: FDM, SLA, SLS i inne metody addytywne
Produkcja addytywna obejmuje kilkanaście różnych technologii. Każda z nich różni się zasadą utwardzania lub nanoszenia materiału, co bezpośrednio przekłada się na dokładność, wybór tworzywa i koszty eksploatacji.

Drukarka FDM w trakcie pracy. Źródło: Wikimedia Commons, licencja CC
FDM – Fused Deposition Modeling
FDM (lub FFF — Fused Filament Fabrication w nazewnictwie open-source) to dominująca technologia wśród drukarek dostępnych dla szerokiego grona użytkowników. Filament termoplastyczny jest podawany do głowicy, gdzie ulega stopieniu, a następnie nanoszony warstwami na platformę roboczą.
Rozdzielczość w osi Z wynosi typowo 0,05–0,3 mm, a szerokość linii zależy od średnicy dyszy (standardowo 0,4 mm). Powierzchnie wydruku wykazują widoczne linie warstw, które można usunąć przez szlifowanie lub pokrywanie żywicą.

Schemat procesu Fused Filament Fabrication. Źródło: Wikimedia Commons, licencja CC
Zalety FDM
- Stosunkowo niski koszt sprzętu i materiałów
- Szeroki wybór filamentów (PLA, ABS, PETG, TPU, nylon i inne)
- Możliwość druku dużych elementów
- Prosta obsługa i konserwacja
Ograniczenia FDM
- Widoczna tekstura warstw na powierzchni
- Anizotropia mechaniczna — wydruk jest słabszy wzdłuż osi Z
- Konieczność stosowania podpór przy nawisach
- Ograniczona dokładność w porównaniu z SLA
SLA – Stereolithography
Stereolitografia to jedna z pierwszych opracowanych komercyjnie technologii druku 3D, opatentowana w 1986 roku przez Charlesa Hulla. Proces polega na utwardzaniu ciekłej żywicy fotopolimerowej promieniowaniem UV. W klasycznej konfiguracji laser UV rysuje każdą warstwę na powierzchni lub spodzie zbiornika z żywicą.
Dokładność SLA jest wyraźnie wyższa niż FDM — rozdzielczość XY sięga 0,025–0,1 mm, a grubość warstwy w osi Z może wynosić zaledwie 0,025 mm. Powierzchnie są gładkie bez widocznych śladów warstw bezpośrednio po wydruku.
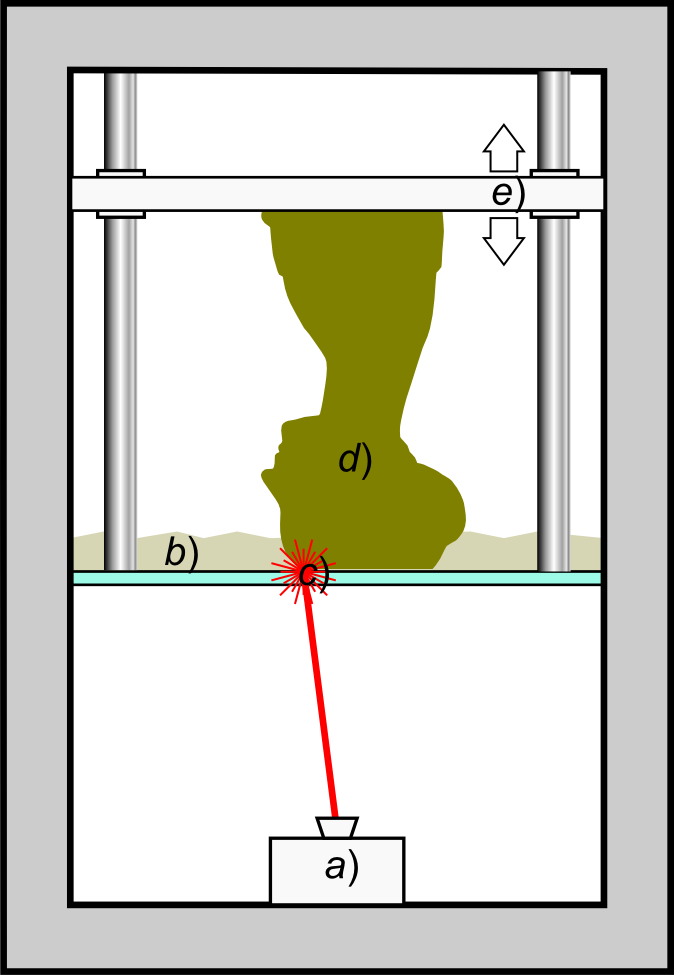
Schemat technologii SLA. Źródło: Wikimedia Commons, licencja CC
MSLA – Masked SLA
MSLA (resin LCD printing) to wariant SLA, w którym zamiast skanującego lasera stosowana jest matryca LCD masująca promieniowanie UV emitowane przez panel LED. Cała warstwa jest eksponowana jednocześnie, co znacznie skraca czas druku w porównaniu z klasycznym SLA. Drukarki MSLA stały się popularne w segmencie konsumenckim ze względu na niższy koszt produkcji.

Element wydrukowany w technologii SLA. Źródło: Wikimedia Commons, licencja CC
SLS – Selective Laser Sintering
SLS to technologia przemysłowa polegająca na spiekaniu proszku polimerowego (najczęściej nylonu PA12) wiązką lasera CO₂. Niespieczone proszki pełnią rolę naturalnych podpór, co eliminuje konieczność ich projektowania. Wydruki cechują się jednorodnością mechaniczną — właściwości są zbliżone niezależnie od orientacji druku.
Maszyny SLS mają wysokie koszty zakupu i eksploatacji; w Polsce korzystają z nich przede wszystkim zakłady produkcyjne i wyspecjalizowane biura druku usługowego. Proszek po procesie może być częściowo odzyskany i ponownie użyty.
MJF – Multi Jet Fusion
Technologia opracowana przez HP łączy nanoszenie środków topliwych i detali na warstwę proszku z nagrzewaniem lampami IR. MJF oferuje krótsze czasy druku niż SLS przy porównywalnych właściwościach mechanicznych i dokładności. Stosowana w produkcji małoseryjnej i szybkim prototypowaniu przemysłowym.
Porównanie technologii
| Technologia | Materiały | Dokładność XY | Jakość powierzchni | Koszt sprzętu |
|---|---|---|---|---|
| FDM | termoplasty (PLA, ABS, PETG…) | 0,1–0,4 mm | widoczne warstwy | niski–średni |
| SLA/MSLA | żywice fotopolimerowe | 0,025–0,1 mm | bardzo gładka | niski–średni |
| SLS | proszki PA, PS, TPU | 0,1–0,3 mm | matowa, lekko ziarnista | wysoki |
| MJF | proszki PA12, PA11 | 0,08–0,2 mm | jednolita, matowa | bardzo wysoki |
Dobór technologii do zastosowania
Wybór metody druku zależy od wymagań projektu. FDM sprawdza się przy prototypach funkcjonalnych, elementach montażowych i dekoracyjnych. SLA/MSLA znajduje zastosowanie tam, gdzie wymagana jest wysoka precyzja — jubilerstwo, stomatologia, modelarstwo. SLS i MJF są preferowane w produkcji małoseryjnej części końcowych o wymaganiach mechanicznych.